Designing artwork for raster engraving

There are two ways to provide artwork for raster engraving, the fill in engraving shown on the board engraved for the Royal […]
Innovative laser cutting and engraving services
Innovative laser cutting and engraving services
There are two ways to provide artwork for raster engraving, the fill in engraving shown on the board engraved for the Royal […]

Some projects have very complicated artwork where many intricate pieces are laid out on one sheet of material. The artwork for Four […]

Catherine from The Upcycled Timber Company makes beautiful things from old whisky barrels. She started to make clocks from cask ends and used fillets […]

One of my most unusual enquiries came from Beard Juice. Wayne wanted to sell some beard accessories alongside his new range of beard […]

When designing artwork for laser cutting, you need to bear in mind that the lines you create will be followed by a cutting […]

Cambo Estate decided to have new keyrings made for their guest accommodation. They wanted to use chunky fobs of wood from the estate and engrave them […]

Colin Semple Furniture Design got in touch with LaserFlair because Colin was looking for a way to brand his furniture. There aren’t […]

John from Firhills Farm in Arbroath was on a mission. He wanted to restore the old farm kist (Scots blanket box) that […]
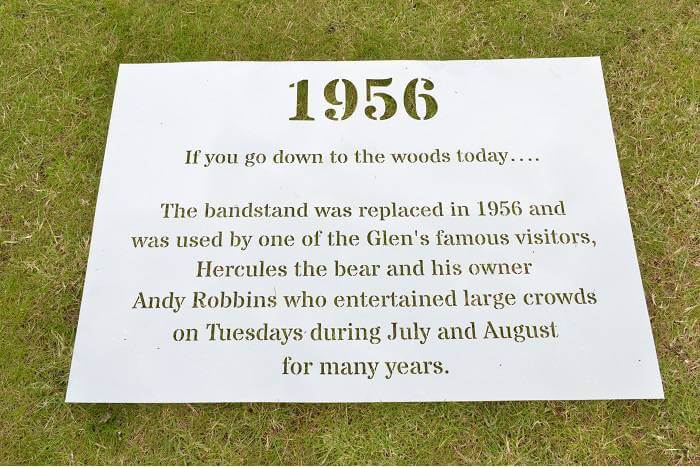
Pat Bray, a local artist, won a commission for an art project for Letham Glen, a lovely park in Leven, Fife. Pat […]